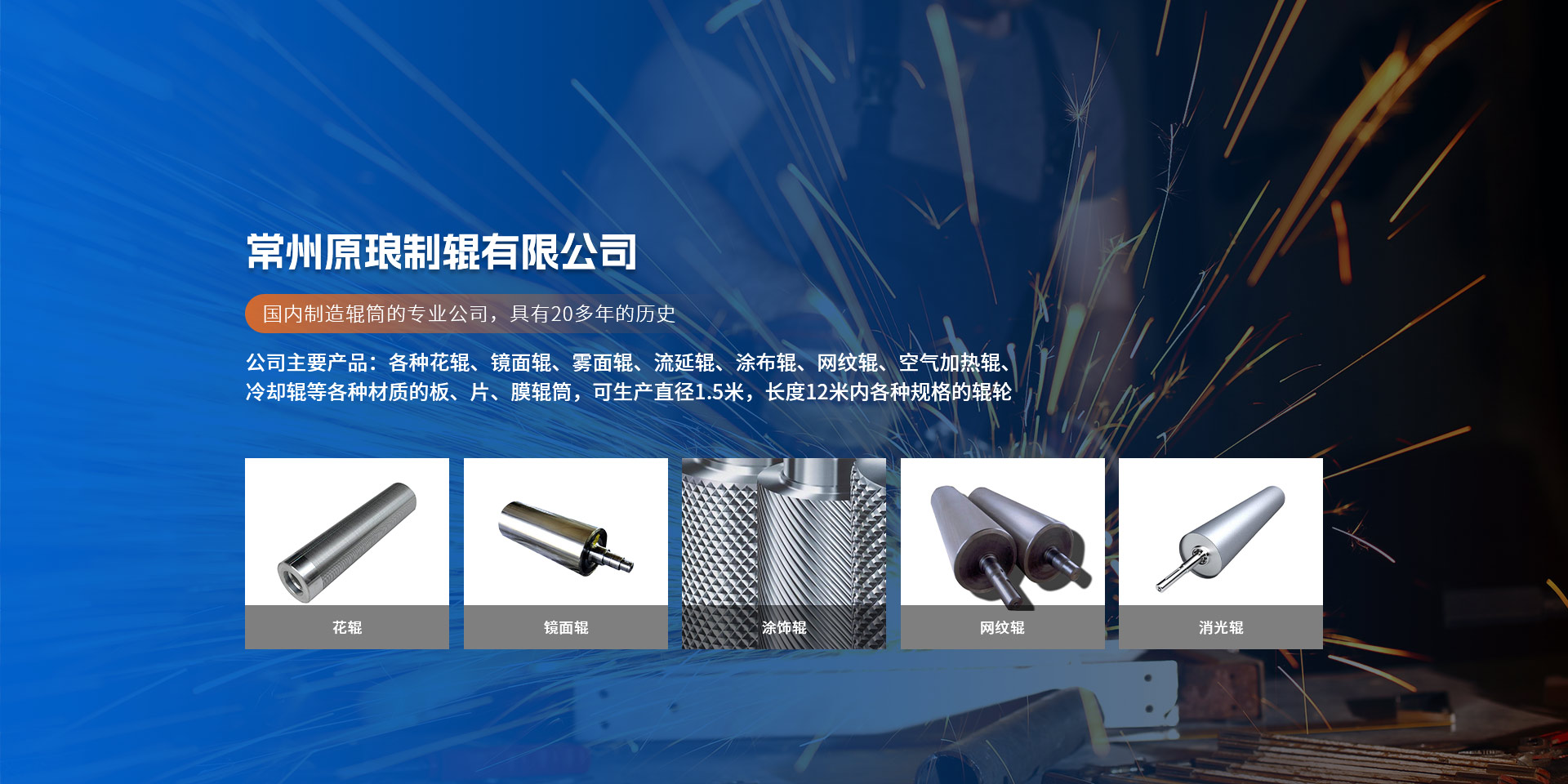
常州原琅制辊有限公司 一家集生产、销售、服务于一体的高品质的纺织企业
关于我们
常州原琅制辊有限公司是国内制造辊筒的公司,位于江苏省常州市武进区牛塘镇西政路5号。
公司简介
企业文化
资质荣誉
厂容厂貌
常州原琅制辊有限公司一家集生产、销售、服务于一体的高品质的纺织企业
主营产品
花辊
镜面辊
涂饰辊
网纹辊
消光辊
新闻媒体
公司新闻
行业新闻
服务支持
售后保障
联系我们
联系方式
在线留言
product center
类别:花辊
类别:镜面辊
类别:涂饰辊
类别:网纹辊
类别:消光辊
about us
since 2003
ADVANTAG
原琅制辊
Original enamel roller
主要产品
main products
生产实力
Production strength
广泛应用
WIDELY
cases
news center
花纹辊
镜面辊用途
激光雕刻网纹辊加工工艺技术
返回顶部
13337899620
扫一扫 关注我们